


PC板加工工藝簡(jiǎn)介:
1.PC板切割加工
公司引進(jìn)先進(jìn)PC板切割設備,裁切尺寸精準、穩定,誤差小,可對PCPC板、PC磨砂板、PC顆粒板、PC片材等按客戶(hù)要求提供各種尺寸的裁切服務(wù)。PC板常規規格為1000mm*2000mm及1220mm*2440mm,亦可依客戶(hù)要求進(jìn)行定尺生產(chǎn)或裁切。
2.PC片材沖壓成型加工
公司擁有全新自動(dòng)化沖壓機,可對1.5mm以下的PC片材、亞克力片材、PVC片材等塑料片進(jìn)行各種性狀的沖壓成型,邊緣無(wú)毛刺,膜紙不起毛,尺寸精度高,效率高,產(chǎn)量高。
3.PC板折彎加工
PC板的沖擊力大可達到3kg/cm,PCPC板的沖擊強度是普通玻璃的250-300倍,是亞克力板材的20-30倍,是鋼化玻璃的2倍,幾乎沒(méi)有斷裂的危險性。用3kg錘以下兩米墜下也無(wú)裂痕,有“不碎玻璃”和“響鋼”的美稱(chēng)。PC板的耐沖擊性使其可以在常溫下進(jìn)行冷彎成型,亦可熱彎。我公司有大型折彎機及烘箱設備,可對PC板2.5米內進(jìn)行冷彎和熱彎成型加工。PC板可依設計圖在工地現場(chǎng)采用冷彎方式,安裝成拱形、半圓形頂和窗。小彎曲半徑為采用板厚度的100倍。
4.PC板雕刻加工
以進(jìn)口優(yōu)質(zhì)PC板為基材,依據客戶(hù)提供圖紙或產(chǎn)品來(lái)樣進(jìn)行雕刻。公司引進(jìn)大型CNC雕刻機械,其精確度可控制在0.07mm,可對1300mm*2500mm規格內板材進(jìn)行各種形狀的雕刻切割,各種平面方孔、圓孔及多角度孔洞,滿(mǎn)足客戶(hù)對面板,罩殼,視窗等方面的各種加工技術(shù)要求。
5.PC板粘接加工
采用PC專(zhuān)用膠水對PC板材進(jìn)行粘接,牢固、美觀(guān)、不留膠印,適用于各種盒體,機械配套制件、工藝品等的制作。
6.PC板成型加工
PC板具有的耐沖擊性、耐熱性、耐寒性、耐候性等物性,使其被廣泛的應用于汽車(chē)配件制造、醫療器械、航空航天、電子電器、電子燈飾等領(lǐng)域。我公司采用進(jìn)口優(yōu)質(zhì)聚碳酸酯板,模具制作精確,可為廣大客戶(hù)提供各種領(lǐng)域PC板制品加工,熱彎成型,使產(chǎn)品保持特定的尺寸及形狀,精確度在98%以上,和設備能充分配套,供貨及時(shí)。
7.PC板熱成型加工
熱成型包括對PC板、亞克力板等塑料板進(jìn)行熱彎和開(kāi)模具成型兩種,一般熱成型只的是開(kāi)模具,我公司對一些需要開(kāi)模具的制品進(jìn)行模具熱成型,成形后尺寸穩定性好,可防止尺寸回彈,定型效果好,一般適合那些拱形、彎曲、防護罩殼等一些要求比較高的制品。
8、PC板拋光加工:
PC板拋光主要是針對切割或雕刻過(guò)的PC板的截面進(jìn)行的后序加工。拋光的 種類(lèi)主要有:一般的羊毛墊拋光、拋光刀或美工刀的拋光、激光火焰拋光等等,拋光工藝各有各的優(yōu)點(diǎn),可以根據需求選擇不同的拋光工藝。
PC板加工工藝,隨時(shí)PC板應用領(lǐng)域的不斷擴大逐漸受到廣大用戶(hù)的關(guān)注,今天,我們探討PC板加工中有關(guān)PC板鉆孔加工工藝,這也是PC板在建材、機械工業(yè)領(lǐng)域中客戶(hù)常常問(wèn)到的一個(gè)問(wèn)題。

pc板加工之鉆孔
產(chǎn)品名稱(chēng):PC板加工鉆孔
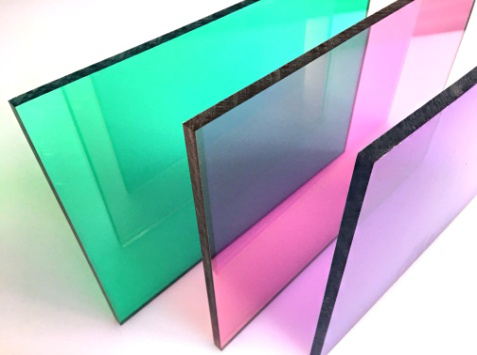
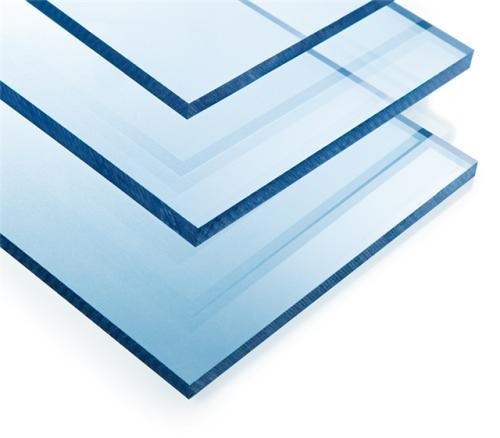
產(chǎn)品顏色:透明(雙面附保護膜,其他顏色可定做)
產(chǎn)品規格:標規1220*2440mm/可定做/可裁切
產(chǎn)品厚度:1-20mm可定做/按圖紙加工
產(chǎn)品材質(zhì):聚碳酸酯PC
PC板優(yōu)點(diǎn):具有良好的抗沖擊性、強度高、打不碎、耐候性好、透光率高、可塑性強、重量輕、隔熱、難燃、防紫外線(xiàn)使用壽命長(cháng)等。。。
錢(qián)昇塑業(yè)有限公司可根據客戶(hù)需要,提供來(lái)圖來(lái)樣來(lái)料專(zhuān)業(yè)的塑料板PC切割加工,PC數控CNC雕刻加工,PC折彎(冷彎,熱彎)加工,粘接,拋光,模切,絲印,擠塑擠出等加工,尊重客戶(hù)要求,保證質(zhì)量,服務(wù)周到。
PC板鉆孔在其應用過(guò)程中會(huì )常碰到,標準的高速鋼麻花鉆或帶有有角度的楔形鉆頭的鉆都可以用來(lái)為PC板鉆孔。在鉆比較大的孔和薄板時(shí)鉆頭的形式略有變化。其中碳化物的鉆頭更好,因為它有非常鋒利的切割刃。在鉆PC板時(shí),要考慮的最重要的因素就是實(shí)際鉆孔中產(chǎn)生的熱。為了鉆出一個(gè)光潔且無(wú)應力的孔,產(chǎn)生的熱量要盡可能的少。
如能遵守以下規范,就很容易鉆出一個(gè)光潔無(wú)應力的孔。鉆孔應該隨時(shí)處理,以免碎屑堆積產(chǎn)生過(guò)熱的摩擦熱;鉆頭應該經(jīng)常從孔上提起,并且用壓縮空氣進(jìn)行冷卻;板材或者產(chǎn)品必須要夾緊,從而減少振動(dòng),保證鉆出尺寸的準確性;孔與板材邊的距離不應小于孔直徑的1~1.51倍;孔必須大于螺栓、螺釘或者其他固定零件,以便為熱脹冷縮留出余量;對于大批量的生產(chǎn),建議使用碳化物鉆頭。鉆孔一定要留出膨脹的間隙來(lái),該間隙的大小隨板材尺寸及預熱期溫度波動(dòng)的范圍而定,大型板材甚至需要鉆出橢圓孔,孔的中心點(diǎn)至板材邊緣的距離必須至少2倍于孔的直徑,并且至少也要6mm。螺釘緊固程度限于能使PC板在溫度應力下自由的膨脹或收縮。

管理員
該內容暫無(wú)評論